Vattenjetbåt med en bilmotor "Pylades. Vattenjetbåt "Murena"
Som regel möter människor som bestämmer sig för att associera sitt yrke (vare sig det är en hobby eller ett yrke) med vattendrag som floder eller sjöar förr eller senare med problemet med att välja en båt och vilken typ av framdrivning för den. Motorjet eller skruv? Var och en har sina för- och nackdelar. Hur väljer man rätt sak att vara uppmärksam på? Och är det ens värt att välja mellan en vattenjet och en klassisk öppen propellermotor?
Vattenskotrar
En vattenjet är en motor som driver fartyget med hjälp av kraften som skapas av vattenstrålen.
Propellern består av en propeller med en axel (impeller), ett jetrör, en plattång och en styranordning.
Funktionsprincipen är att vatten kommer in i vattenintagsfacket genom pumphjulet och sedan sprutas vätskan ut genom ett konformat rör, vars utlopp är mindre i diameter än inloppet. Detta skapar en jet som ger en motorbåts rörelse. Med hjälp av styranordningen ändras riktningen på jetrörelsen genom att vrida propellern i ett horisontellt plan, vilket säkerställer fartygets svängar, och blockeringen av utloppet skapar ett omvänt flöde, vilket ger båten backning.
Människor som ofta måste övervinna nedskräpade eller forsreservoarer är vanligtvis benägna att välja vattenkanoner. En konventionell propellermotor under dessa förhållanden riskerar att bli oanvändbar på grund av den höga risken för att lera lindas runt propellern i grunt vatten eller det vanliga inträngande av stora skräp. PÅ liknande situationer Det är vattenstrålar som ger hög hastighet, manövrerbarhet och säkerhet är oumbärliga.
Du bör inte begränsas till åsikter från deltagarna i olika forum. När allt kommer omkring tillåter inte varje recension att du får en komplett bild. Vattenkanonen är inte bara en ganska komplex struktur, den kanske inte passar för varje modell av fartyget. Om nybörjaren är nöjd med själva idén att använda ett jetdrivet fartyg, bör han stanna vid den färdiga versionen av fartyget med en jet i fabriken. Dessutom är det önskvärt att välja en tillverkare som är engagerad i produktionen av dessa framdrivningsanordningar under lång tid.

Fördelar och nackdelar
Vattenstrålens anordning är speciellt det faktum att alla de viktigaste rörliga delarna är "gömda" inuti kroppen. Om båten går på grund, nuddar fartygets skrov botten. Denna funktion design gör att du kan skydda delar från skador, vilket inte kan sägas om utombordsmotorer med en "bar" propeller. Jetframdrivningsenheten är inte rädd för att stöta på undervattensskräp.
När en motorbåt rör sig genom grunt vatten med ett djup som är ungefär lika med skrovets landning (cirka 20 centimeter), låter vattenstrålen dig övervinna nedskräpade områden, såväl som platser med hinder som sticker ut från vattnet, tack vare dess manövrerbarhet.
Om du stöter på ett hinder på cirka 30 centimeters djup kommer båtens botten att ta slaget, och inte vattenstrålen, eftersom framdrivningsenheten inte har några utstickande delar, vilket inte kan sägas om utombordsmotorn, där bladen tar slaget
Ibland används vattenstrålar även på fritidsbåtar på grund av den mjuka driften av drivlinan (transmission) och frånvaron av vibrationer.
Fördelarna inkluderar också frånvaron av ytterligare vattenmotstånd, karakteristiskt för motorer med öppen propeller (propellerblad skapar ytterligare motstånd). Dessutom särskiljer de höga tröghetsgrader, mer bekväm hantering vid hög hastighet (både framåt och bakåt). Det låga ljudområdet är inte heller av någon liten betydelse: utombordarens vattenstråle är märkbart tystare än en motor med propeller.
Den negativa sidan bör dock noteras: vid körning på grunt vatten finns det en stor risk att stenar, sand och skräp från botten dras in i motorn, eftersom vattenstrålen fungerar enligt principen om en pumppump. Om du gör det kan pumphjulet skadas, kylsystemet skadas och att dräneringsmunstycket inte fungerar.
En till negativ sidaär friktion. Det beror på vattenrörelsens höga hastighet inuti röret. Glöm inte kostnaden för installationen. ungefär dubbelt så mycket som vanligt utombordsmotorer med en öppen skruv. På grund av detta ökar jetdrivna båtar i satsen avsevärt deras värde och uppfattas av kunderna som ett infall eller en oöverkomlig lyx.
Vattenjetkontrollsystemet är också ovanligt för fans av klassiska propellermotorer. Problemet är relaterat till att den klassiska framdrivningen med öppen propeller har ett enspaksstyrsystem. Jetpropellrar har också en multilänk back- och styranordning. Vissa tillverkare lyckas tillverka båtar med en inbyggd vattenstråle med ett enspakskontrollsystem. Å ena sidan hjälper det att bemästra vattenstrålen, å andra sidan orsakar det problem snarare än fördelar:
- För det första får nybörjaren fel uppfattning om hur en vattenstråle fungerar. Detta beror på bristen på en sådan växellåda som gör att du kan flytta växelspaken till neutralläget. Växellådan kan antingen koppla in kopplingen eller koppla ur. Jetframdrivningen å sin sida tar upp farten smidigt när den är påslagen, man ska inte förvänta sig en omedelbar reaktion i form av ett ryck från en plats.
- För det andra, för en bättre förståelse av principerna för driften av vattenstrålen, rekommenderas att du tar en lämplig utbildningskurs. Hela tricket med att kontrollera en vattenstråle är behovet av att använda gasspaken (för att öka rörelsehastigheten) endast i öppet vatten. När du kör längs en forsflod är det bättre att inte göra detta.
- Den tredje viktiga nackdelen som är inneboende i någon art vattentransport- överväxt. Detta problem är särskilt akut med en vattenstråle, eftersom alla rörliga delar är inuti. Med konstant användning av mover är det inga problem. Men om båten inte används under en längre tid blir insidan igenvuxen. I synnerhet leder nedsmutsning av insidan av dräneringssystemet till en minskning av rörelsehastigheten med upp till 10%. Problemet löses genom att ta isär vattenstrålen och rengöra den manuellt, men om motorbåt har varit inaktiv en mycket lång tid får du kontakta verkstaden och leta efter passande reservdelar till utombordsmotorer. Användningen av en speciell färgkomposition kommer att lösa detta problem, men inte för länge: den ständiga rörelsen av vatten kommer snabbt att tvätta bort denna färg.
Vattenjetbåtar i "Tom"-serien har visat sig fungera. Båtarna är designade för fiske, jakt, promenader och rekreation på vattnet, vattenutflykter, vattenturism, långfärdsresor under långvarig självständighet, användning som service- och besättningsbåtar.
Båtar "Tom" används framgångsrikt på sjöar, reservoarer och floder med outrustade banker och grunt vatten, på smala och slingrande floder med vilken jord som helst, med grunda djup och sprickor. I svåra väderförhållanden.
Båtens skrov är helt i aluminium, tillverkad med nitsvetsad teknik från miljövänlig, korrosionsbeständig, lättskött aluminium-magnesiumlegering. Tack vare detta val behåller båtens skrov sin styrka och hållbarhet under hela båtens drift. utseende. Tjockleken på plätering av båtens botten är 4 millimeter. Expanderade polystyrenblock placerade längs båtens sidor, i händelse av skada, säkerställer dess fullständiga osänkbarhet och håller besättningen flytande.
Vattenjetframdrivningssystemet ger snabb körning, säker planering, utmärkta kör- och manövreringsegenskaper, perfekt styrbarhet, enkelhet och säkerhet vid båtdrift.
Denna modell av jetframdrivning använder styrning med originalkontroll backning.
Denna jetframdrivning visade sina bästa egenskaper på grunda och steniga floder.
För att säkerställa långvarig drift av båtar med vattenjetpropellrar av "Tom"-serien, under förhållanden av avstånd från servicecenter, utan möjlighet till stationär reparation, säkerställs strukturellt hög underhållsbarhet av enheter och mekanismer för båtens vattenjet. Vattenstrålen är gjord avtagbar och kan enkelt lossas från båten, även flytande. Detta gör det möjligt att vid behov i fält utföra oförutsedda restaureringsreparationer av vattenkanonen på egen hand.
|
Vi vill alla bara äga de bästa sakerna, använda dem med komfort och nöje. En tydlig definition av mål hjälper dig att förstå vilka saker eller enheter som är bäst för just dig. Absolut samma princip gäller vid val av båt.
Du kan ofta höra att att köpa en båt av ett känt märke helt enkelt innebär att betala för mycket för ett stort namn. Naturligtvis är det nödvändigt att ta hänsyn till budgeten, men om du tänker på det, är tillverkarens popularitet inte tagen ur luften.
Varför behöver du en jetbåt?
En jetbåt är ett vattenjetdrivet fartyg. Det har många fördelar både för fiske och för vattenrekreation (vattenskidor, "cheesecakes", "bananer", simning). En båt med en sådan motor är den säkraste för människor i vattnet, eftersom propellerbladen är gömda inuti röret.Designen av pumptyp är mindre effektiv än en propellerutombordare, men är mindre benägen att gå sönder från att träffa botten eller skräp.
Weldcraft - båtar från en välkänd tillverkare
Den amerikanska tillverkaren av vattenjetbåtar av aluminiumlegering Weldcraft har varit framgångsrikt i drift sedan 1968.I mitten av 60-talet av förra seklet bestämde sig Norman Evan Riddle för att skapa sin egen båt, med sin erfarenhet av legeringar och designkunskaper. Weldcraft grundades 1968 i Clarkston, Washington, nära Snake River. Idén förvandlades snabbt till ett livsverk med ett rikt arv.
Moderna båtar med jetmotorer från tillverkaren Weldcraft representerar inte bara nya utvecklingar utan också förbättrade versioner av den legendariska serien:
- Cuddy King, med möjlighet att installera en jetmotor, är byggd för att erövra de hårda havsvågorna;
- Ocean King är helsvetsade kallvalsade jetbåtar av aluminium, kraftiga ramar med förstärkta duschar, byggda med sportfiskarnas behov i åtanke;
- Legacy - genomtänkt layout med en stuga och en anordning för att bogsera en skidåkare;
- Välj - rymliga jetbåtar med panoramafönster och myggnät;
- Sabre - slitstark aluminiumkropp. Badplattformsram med förstärkta valv. Kompakta mått.
- Renegade är den perfekta kombinationen av snygg design och smidighet.
KS vattenjetbåtar har utmärkta köregenskaper och god manövrerbarhet. En vattenkanon på dem gör det möjligt att gå i grunt vatten, utan att sakta ner, hoppa över grunt, vilket är mycket viktigt för förhållandena i ryska reservoarer. Dessutom kan fördelen med en vattenkanon hänföras till det faktum att risken för att skada personer som simmar i närheten minskar. Dessutom finns inga utstickande sektioner under botten. Båten kan nå hög hastighet på några sekunder. Den behåller sin utmärkta manövrerbarhet även i höga hastigheter.
Båtskrov är gjorda av helsvetsad magnesium och aluminiumlegering. Båtarna följer tydligt rorsmannens kommandon och visar perfekt styrbarhet. De går lydigt in i svängarna, återgår tydligt till den ursprungliga banan. I vågor beter sig båtarna också med värdighet.
Utmärkande egenskaper hos KS jetbåtar:
- Hög säkerhet.
- Utmärkt hantering.
- Kraftig aluminiumkropp.
- Hög prestanda hastighet.
- Utmärkt flytning av igensatta vattendrag och områden med grunt vatten.
- Modern design.
Det intresse som amatörbåtbyggare visar för jetbåtar, inte slumpmässigt. Under våra förhållanden har sådana båtar påtagliga fördelar jämfört med båtar utrustade med propellerdrift, eller motorbåtar med utombordsmotorer.
Först och främst är det en hög permeabilitet vattenskotrar, vilket gör många grunda floder tillgängliga, förenklar inflygningen till en outrustad strand och parkerar en båt på vattnet. En vattenstråles rotor är bättre skyddad från skador när den träffar undervattenshinder eller flytande föremål, vilket leder till att propellrarna oftast tappar sina blad. vattenstråle, utrustad med en hydraulisk reverseringsanordning, är mycket lättare att tillverka på egen hand än ett vinkeldrev eller backväxel. Kraftfulla och ekonomiska motorer, "huvuden" på utombordsmotorer, motorer från motorcyklar kan paras ihop med en vattenjet.
Det är dock nödvändigt att omedelbart reservera sig för att vattenkanonen inte har några fördelar i fart jämfört med skruvbåtar. Tvärtom, det ytterligare motståndet hos vattnet som tvättar vattenintaget, dess höjning (även till en liten höjd) för utsläpp i ytdelen av båtens skrov orsakar en liten minskning av hastigheten på vattenstrålar. Denna minskning kan vara mycket betydande om propellern är slarvigt tillverkad och används på fartyg som inte är lämpliga för denna kedja. Det visar erfarenheten maxpoäng kan erhållas genom att använda vattenkanon på lätta planande båtar utrustade med en ganska kraftfull motor.
Dessa överväganden togs i beaktande när nästa båtprojekt förbereddes för självbyggande. Det föreslagna alternativet möjliggör installation på Murena av en motor från en 30-hästkrafts Vortex med en standardväxellåda, men utan akterrör, fjädring och huv. Det kommer att vara nödvändigt att göra ett lätt fundament som vilar på skrovuppsättningens längsgående balkar, montera kyl- och avgassystem och, naturligtvis, göra en jetframdrivningsenhet.
Istället för PM-motorn kan du installera vilken annan motor som helst som ligger nära när det gäller grundläggande egenskaper - effekt, vikt, hastighet och dimensioner. Motorn från Moskvich-bilen kommer att vara lite för stor för den föreslagna; i det här fallet är det bättre att förlänga kroppen till 4,75 - 5 m.
Den allmänna platsen för Murena jetbåten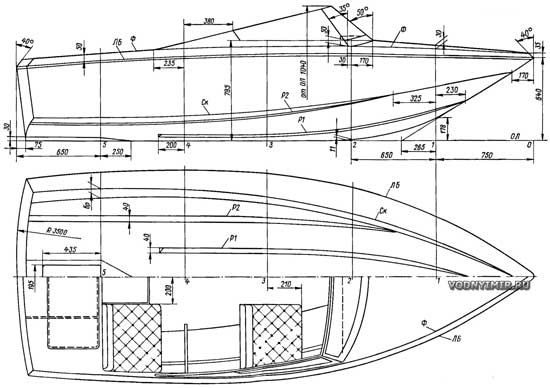
förstora, 1500x1057, 146 KB
Önskemålen från många läsare av "KiYa" har uppfyllts: utformningen av skrovet ger dess konstruktion från glasfiber eller en kompositstruktur - från plast på en träset. Den senare metoden är bekväm för individuell konstruktion, eftersom det inte krävs att tillverka ganska mödosam utrustning - en stans och formar, som sedan kastas bort.
Det är inte uteslutet tillverkningen av kroppen och hela trästrukturen. I det här fallet hänvisar vi läsaren till den tredje upplagan av boken "15 Projects of Vessels for Amateur Construction" ("Shipbuilding", 1985), som tillräckligt detaljerat beskriver metoderna för huvudarbetet och från vilket det är möjligt att välj sektioner av alla anslutningar i uppsättningen med hjälp av ett projekt nära i dimensioner. För att underlätta manteln av sidorna i fören, som har en konkavitet, kan du använda plywoodremsor 150 - 200 mm breda, lägg dem diagonalt i en vinkel på 45 ° mot fendern, alltid i två lager. Därefter klistras manteln över med två lager glasfiber på ett epoxibindemedel.
Några ord om båtens konturer. De är typiska för moderna planande fartyg som opereras på floder med en våghöjd på upp till 0,75 m. På grund av den måttliga deadrise av botten (17 ° vid akterspegeln) är överbelastningar under vågförloppet små. Breda länsstänkskydd och längsgående redans gör det möjligt att öka den hydrodynamiska kvaliteten något och minska mängden spray som läcker ut under botten. Det höga fribordet och skrovets stora bredd längs däcket säkerställer navigeringens säkerhet på vågen av den specificerade höjden och bekvämligheten med att ta emot fyra personer i en relativt liten båt.
Teoretisk ritning av Murena jetbåt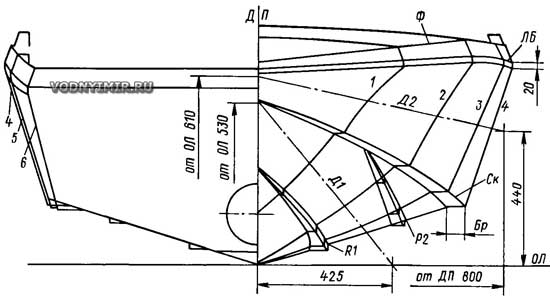
| Ordinatatabell för den teoretiska ritningen, mm | ||||||
| Teoretisk ritning linje | Ramnummer | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Höjd från OL, mm | ||||||
| bålverk - F | 710 | 730 | 730 | 714 | 676 | 635 |
| Styrelselinje - LB | 657 | 676 | 673 | 653 | 625 | 585 |
| Kindben - SC | 418 | 310 | 235 | 195 | 182 | 182 |
| Halvbreddgrader från DP, mm | ||||||
| bålverk - F | 445 | 667 | 775 | 802 | 788 | 774 |
| Styrelselinje - LB | 465 | 690 | 800 | 829 | 810 | 760 |
| Kindben - SC | 276 | 490 | 622 | 680 | 686 | 660 |
| Diagonal - D 2 | 363 | 592 | 725 | 775 | - | - |
| Diagonal - D1 | 260 | 440 | 525 | 557 | - | - |
| Redan - R2 | - | 410 | 462 | 475 | 475 | 475 |
| Redan - P1 | 76 | 190 | 220 | 230 | - | - |
| Bredden på stänkskyddet längs kindbenet - Br | 28 | 48 | 57 | 62 | 70 | 75 |
Ramar ska utföras i sidornas fulla höjd tillsammans med däckssektioner eller balkar. På torget bör du omedelbart markera shergenlinjen, med hjälp av vilka tillfälliga remsor som är fästa på ramarna. Sedan installeras ramarna och stammen med kölen limmad i förväg enligt mallen av två skenor på glidbanan, bestående av två parallella brädor. Skrovet kommer att byggas med kölen uppåt, precis som båtar av timmerkonstruktion.
Vissa svårigheter kan orsakas av tillverkningen av en konvex akterspegel. Dess form ges av två hyllplan 3 och 29, vars bakkant är bearbetad längs radien. En arkdekoratör är fäst vid dem - glasfiber eller tunn plywood, sedan stänger för att dekorera kanterna på botten och sidorna. En utbuktad akterspegel förbättrar utseendet på båten, men om du avstår från det kan du göra det platt.
När ramarna, akterspegeln och kölen med skaft är installerade och inriktade på glidbanan, skärs skenorna på fendrar och kindbenssträngar in i ramarna. Det kan ses att deras tvärsnitt är mycket mindre än för båtar av träkonstruktion - precis som ramarna tjänar de längsgående spjälorna endast till att utforma skrovets konturer. Den erforderliga bredden på kindbensstänkskyddet erhålls genom att limma korta skenor eller bitar av skum mellan ramarna på stringern. I samma skede, på botten mellan ramarna, sätts skumplastdekoratorer av motorfundamentets längsgående balkar in, som sedan klistras över med glasfiber. Avståndet mellan balkarna måste koordineras med hjälpramen eller motorns fästen.
Genom att applicera en bit plywood på skenorna på det exponerade setet tar de bort fasningen från sina kanter och täcker sedan uppsättningen med glasfiberskivor 1,1 - 2 mm tjocka. Om detta material inte kan erhållas, kan arken tillverkas självständigt med hjälp av glasfiber och ett bindemedel som är förberett för att forma kroppen. Processen beskrivs av L. Nefedov ().
Plåtar med de nödvändiga dimensionerna limmas på ett bord, som måste installeras utomhus. Ett kalkerpapper eller cellofan eller polyeten sprids på bordet och fungerar som ett avskiljande lager. 3 - 5 lager av glasfiber appliceras på det, på vilket ett epoxibindemedel appliceras jämnt med en mjukgörare och en härdare införd i den, och förpackningen stryks med ett uppvärmt strykjärn. På grund av att viskositeten hos det uppvärmda hartset minskar, impregnerar bindemedlet väl alla lager av glasfiber. På de ställen där bindemedlet inte räckte kan du applicera en extra del av det och stryka det igen. Efter 20 - 30 minuter börjar processen med partiell polymerisation, där plastarket får en viss styvhet, men det kan fortfarande skäras med en skokniv och små skospikar kan stansas genom det.
Vid strykning måste strykjärnet regelbundet rengöras från harts som fäster vid det med en vass kniv, och se även till att strykjärnet inte ligger kvar på ett ställe. Det uppvärmda området kan fastna på strykjärnet och plastämnet kommer att skadas.
| Optimal bindemedelsformulering (innehåll av komponenter, viktprocent) |
|||||
| 1 | 2 | 3 | |||
| Harts PN-1 eller PN-3 | 89 | Harts NPS-609-21M | 85 | Harts ED-5 | 75 |
| Isopropylbensenhydroperoxid (hyperis) | 3 | Hyperisera | 4 | dibutylftalat | 15 |
| Accelerator NK (koboltnaftenat) | 8 | Accelerator NK | 10 | Polyetylenpolyamin | 10 |
| Koaccelerator T | 1 | ||||
Från platsen för fallet, som är tänkt att vara täckt med ett plastark, tas en mall bort från kartong eller tjockt papper, skärs av längs konturen och läggs ovanpå ämnet för märkning. Kanterna på delarna av uppsättningen som kommer att ligga intill arket smörjs med ett bindemedel, sedan sätts arbetsstycket på plats och fästs på ramarna och skenorna i den längsgående uppsättningen med små nejlikor. Om plastarket sjunker under sin egen vikt, bör binfortsätta - häng arket i solen eller använd reflektorer för uppvärmning. Samtidigt är det nödvändigt att kontrollera att arbetsstycket inte blir så styvt att plasten inte kan genomborras med en spik eller att arket inte kan böjas längs kroppens konturer. Om färdig glasfiber används måste den borra hål för spik.
Således täcks hela ytan av fallet. Skarvar och spår av enskilda plåtar bör helst göras på kanterna av uppsättningen. Alla hudojämnheter spacklas med epoxispackel, skarvar och spår limmas med glasfibertejper i 2-3 lager.
Efter att ha hållits i två eller tre dagar får plasten tillräcklig hårdhet för att slipa sin yta och fortsätt med att klistra in hela kroppen med ytterligare lager av glasfiber till önskad tjocklek (på botten 4 - 4,5 mm, på sidorna 3 - 3,5 mm) . När du lägger det sista lagret av glasfiber i bindemedlet kan du lägga till ett färgpigment eller måla båten efter konstruktion med pentaftalamaljer.
Med hjälp av denna teknik är det möjligt att förtillverka ett trelagers skott sp. 5 med skumfyllmedel mellan de yttre lagren av glasfiber, samt längsgående bafflar i motorrummet som separerar bränsletankar och ett batteri från motorn.
Särskild uppmärksamhet krävs på formningen av de längsgående redansna. Bäst av allt, klistra in kroppen med två eller tre lager glasfiber, klistra på botten av de tomma redanerna gjorda av hårt skum (i extrema fall gjorda av trä) och limma dem i 2 - 3 lager med glasfiberband så att kanterna på banden går till botten med 25 - 40 mm. Lägg de efterföljande lagren av glasfiber på botten i form av smala remsor mellan redansen.
Det rekommenderas att förstärka kölen och skaftet, övergångspunkterna för akterspegeln till botten och sidorna med ytterligare lager av tyg.
Efter att skrovet har frigjorts från slipbanan vänds det och däcksdesignen börjar. Detta görs genom att limma skumstänger mellan ramarna. Efter polymerisation av limmet skärs de delar av skummet som sticker ut utanför ramarnas kanter av, skummet behandlas med en hyvel eller "rivjärn" (ett plåtplåt med burrhål stansade i det med en spik), sedan med ett grovt sandpapper. I fören och aktern skärs lameller i balkarna, som kommer att stödja glasfiberskivor när man limmar lager av glasfiber på dem.
Efter att ha täckt akter- och bogdelarna av däcket med glasfiber, är en lucköppning gjord av träribbor i aktern. På kanterna av dessa skenor, smorda med ett separerande lager (till exempel vaselin eller golvmastik), är kanterna på glasfibern böjda och bildar en karm av luckans utskärning; efter att plasten har härdat tas spjälorna bort och ett passande urtag görs i glasfibern. Frigolit limmas på däcket i fören för att bilda ett utsprång för att fästa vindrutan. Därefter gjuts ytterligare lager av glasfiber på däcket (det räcker att fästa 2 - 3 lager på skumplastdekoratorerna i dess ombordsektioner).
Några ord om materialen för tillverkning av Moray-skrovet. Ett hållbart och vattentätt fodral erhålls genom att använda satinvävda glastyger av märkena T11-GVS-9, ASTT (b) C2. Med sin egen tjocklek av dessa tyger 0,25 - 0,3 mm ger ett lager glasfiber i huden en tjocklek på 0,4 - 0,5 mm, så på botten måste du lägga (med hänsyn till tjockleken på designern från glasfiber) 8 - 10 lager tyg, på brädor - 6 - 7 lager. Totalt kräver tillverkningen av Moray-skrovet 130 m glasfiber, som tillverkas i en bredd av 0,9 m.
För ytterskiktet och formning av olika delar rekommenderas ett tunnare SE-01 glasfibernät av slätväv. Det döljer den grova texturen av glasfiber, jämnar ut ytan väl, passar tätt i fogarna längs små radier och håller det dekorativa hartslagret väl.
Det är viktigt att upprätthålla villkoret att vikten av bindemedlet som används för att bilda skiktet är lika med vikten av glasfibern som förstärker det; det är bättre om avvikelserna i en eller annan riktning inte överstiger 5%.
Skrovgjutningsarbeten bör utföras i ett väl ventilerat utrymme eller utomhus. I det senare fallet är det viktigt att välja torrt och varmt 17 - 25 ° C väder. Du måste arbeta i gummihandskar, försiktigt tvätta bort droppar av bindemedel från huden. Vid limning av kroppen appliceras först ett lager bindemedel på dess yta med en borste eller spatel, sedan läggs glasfiber och slätas försiktigt, vilket uppnår god impregnering och försvinner av rynkor och luftbubblor. Om ytan läggs med flera tygpaneler ska deras kanter överlappa varandra med 20 - 40 mm. När du klistrar in däcket ska kanten på panelen gå till överkanten av ytterskalet med 25 mm.
Rekommendationer för tillverkning av en stans, stansar och bildandet av ett löst skrov finns i artikeln om konstruktionen av Kalan-miniyachten (). Också användbar är boken av P. P. Katkov, V. V. Kushelev "Technology of plastic shipbuilding", Ld, 1986 "Shipbuilding".
D. Kurbatov, "Båtar och yachter", 1989, nr 02 (138).
Ritningar över jetframdrivningen och motorinstallationen av Murena-båten.









